数控车工精密加工操作考评现场 精密加工
高级数控车工精密加工技能鉴定实操考评现场纪实与工艺展示
本次数控车工高级工实操考评聚焦精密加工技术,重点考察复杂零件编程、精密尺寸控制、表面质量控制、工艺优化等高级技能。要求加工精度达到IT7级,表面粗糙度Ra≤1.6μm,全面检验考生的精密加工能力。
- 考评职业:数控车工
- 考评等级:高级/三级
- 考评时间:240分钟
- 加工材料:45#钢/铝合金
- 精度要求:IT7级精度
- 复杂零件数控编程
- 精密尺寸控制
- 表面质量控制
- 刀具参数优化
- 加工工艺制定
- 编程标准:GB/T 19660
- 精度标准:GB/T 1800
- 安全标准:GB/T 15706
- 测量标准:JJF 1094
- 工艺标准:JB/T 9168
零件要求:加工带有多级台阶、锥面、圆弧的复杂阶梯轴
- 直径公差:±0.015mm
- 长度公差:±0.02mm
- 同轴度:Φ0.02mm
- 表面粗糙度:Ra≤1.6μm
技术难点:多级尺寸控制、圆弧过渡平滑、表面质量保证
零件要求:加工内、外螺纹配合件,要求配合间隙≤0.05mm
- 螺纹精度:6H/6g
- 螺距误差:±0.01mm
- 牙型角误差:±30′
- 表面粗糙度:Ra≤3.2μm
技术难点:螺纹精度控制、配合间隙保证、退刀槽加工
零件要求:加工壁厚≤2mm的薄壁套筒件
- 壁厚均匀度:±0.1mm
- 圆度误差:≤0.03mm
- 圆柱度误差:≤0.04mm
- 表面粗糙度:Ra≤1.6μm
技术难点:防变形控制、振动抑制、尺寸稳定性
精密加工编程示例
O1000(主程序)
N10 G54 G99 G21 G40
N20 T0101(外圆精车刀)
N30 G00 X100 Z50
N40 M03 S1500
N50 G00 X52 Z2
N60 G01 X50 Z0 F0.1
N70 Z-20 F0.08(第一台阶)
N80 X60
N90 Z-40(第二台阶)
N100 X70
N110 Z-60(第三台阶)
N120 G02 X80 Z-65 R5(圆弧过渡)
N130 G01 Z-80
N140 G00 X100 Z50
N150 M05
N160 M30
考评现场流程纪实
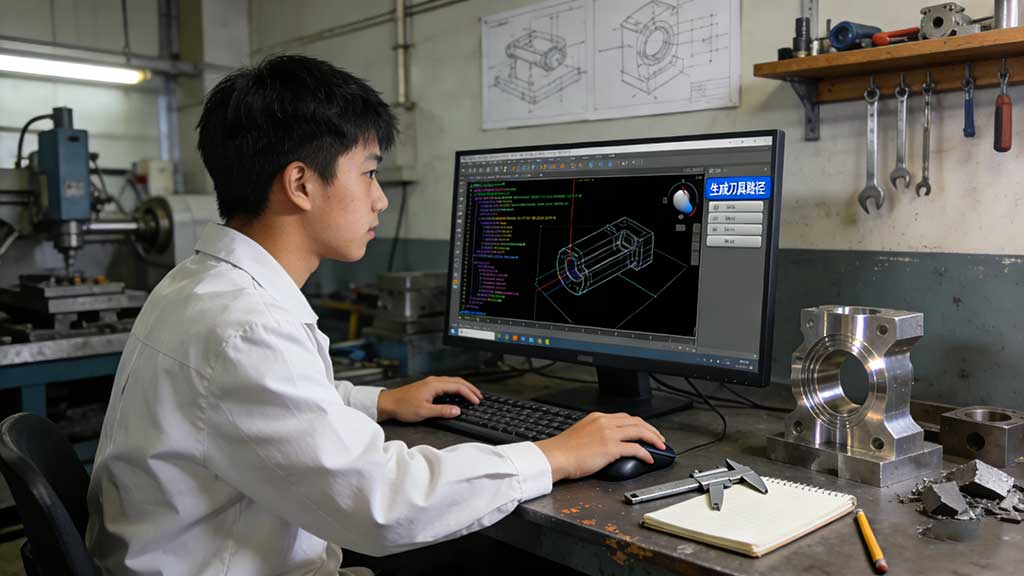
考生分析图纸技术要求,制定加工工艺路线,选择合适的刀具、夹具、切削参数。使用CAD/CAM软件进行三维建模和刀路模拟,生成NC程序代码。
在计算机上使用仿真软件校验程序正确性,检查刀具路径、切削参数、加工时间。确认无干涉、无碰撞后,将程序传输至数控车床。
按照安全操作规程启动数控车床,检查机床状态。使用对刀仪或试切法进行刀具长度补偿、半径补偿设置,建立工件坐标系。
先进行空运行和单段执行,确认程序正确。然后进行试切,测量试切件尺寸,根据测量结果调整刀具补偿值,优化切削参数。
进行正式加工,监控切削过程,观察切屑形态、切削声音、振动情况。及时调整冷却液流量,确保加工质量稳定。
使用三坐标测量仪、粗糙度仪等精密测量设备检测零件尺寸精度、形位公差、表面质量。考评员根据检测结果进行评分。
| 评分项目 | 评分要点 | 分值 | 精度要求 | 检测方法 |
|---|---|---|---|---|
| 工艺设计 (20分) | 工艺合理性、刀具选择、参数优化 | 20 | 工艺方案可行 | 方案评审 |
| 程序编制 (25分) | 程序正确性、结构优化、注释完整 | 25 | 无干涉碰撞 | 仿真验证 |
| 尺寸精度 (30分) | 直径精度、长度精度、形位公差 | 30 | IT7级精度 | 三坐标测量 |
| 表面质量 (15分) | 粗糙度、无振纹、无毛刺 | 15 | Ra≤1.6μm | 粗糙度仪 |
| 安全规范 (10分) | 安全操作、设备维护、现场管理 | 10 | 无安全事故 | 现场观察 |
检查机床润滑系统、液压系统、气压系统;确认各轴回零正常;检查冷却液液位;清理工作台面;检查急停按钮功能。
使用专用工具安装刀具;正确设置刀补参数;定期检查刀具磨损;及时更换磨损刀具;规范存放刀具。
程序命名规范;传输过程校验;加工前模拟;重要程序备份;修改记录完整。
加工中禁止打开防护门;异常情况立即停机;规范处理切屑;正确使用测量工具;遵守劳动保护规定。
考评现场风采展示





精密加工关键技术要点
- 高精度编程技术:掌握复杂零件数学建模、刀具路径优化、切削参数精细化设置等高级编程技能。
- 精密尺寸控制:熟练运用刀具补偿、工艺补偿、温度补偿等技术手段,实现微米级精度控制。
- 表面质量控制:掌握切削参数对表面粗糙度的影响规律,能够通过参数优化获得高质量加工表面。
- 薄壁件加工技术:掌握防变形工艺措施,包括装夹优化、切削力控制、加工顺序合理安排等。
- 刀具管理技术:能够根据加工材料、精度要求合理选择刀具,掌握刀具磨损监控和寿命管理。
- 测量与检测技术:熟练使用各种精密测量仪器,掌握数据处理和误差分析方法。
职业技能鉴定指导中心 机械制造技能考评部
2025-10-18